You might also like
- Fabless Semiconductor ImplementationDocument358 pagesFabless Semiconductor ImplementationPaulo Carvalho100% (3)
- Semiconductor Business ModelDocument45 pagesSemiconductor Business ModelAiman Nabihah67% (3)
- Iot Opportunity in The World of Semiconductor Companies: July 2018Document34 pagesIot Opportunity in The World of Semiconductor Companies: July 2018Asmira SurianieNo ratings yet
- Principles of Modelling Peter Fritzen PDFDocument116 pagesPrinciples of Modelling Peter Fritzen PDFChaitanya KrishnaNo ratings yet
- Introduction To Semiconductor Manufacturing TechnologiesDocument650 pagesIntroduction To Semiconductor Manufacturing TechnologiesShim Hahng75% (4)
- VLSI Design Flow: From Digital Design to IC ProductsDocument33 pagesVLSI Design Flow: From Digital Design to IC ProductsUtsav ParasharNo ratings yet
- Fundamentals of Semiconductor FabricationDocument158 pagesFundamentals of Semiconductor FabricationČovjek Iz GomileNo ratings yet
- SAP MM Interview Questions & AnswersDocument61 pagesSAP MM Interview Questions & Answersperhacker100% (1)
- Fabless Design RevolutionDocument55 pagesFabless Design RevolutionNishit GuptaNo ratings yet
- Fabless Book For SemiWiki Subscribers PDFDocument217 pagesFabless Book For SemiWiki Subscribers PDFjamesbookNo ratings yet
- Sap Tutorial PDFDocument114 pagesSap Tutorial PDFspraburNo ratings yet
- Sap Tutorial PDFDocument114 pagesSap Tutorial PDFspraburNo ratings yet
- SAP MM Tutorial DocumentDocument184 pagesSAP MM Tutorial DocumentAmit Kumar100% (2)
- SAP MM Tutorial DocumentDocument184 pagesSAP MM Tutorial DocumentAmit Kumar100% (2)
- Make To Order Flow in SAPDocument31 pagesMake To Order Flow in SAPRajeev Goswami96% (23)
- Silicon ManufacturingDocument132 pagesSilicon ManufacturingAndrea SottocornolaNo ratings yet
- Custom SoCs For IoT SimplifiedDocument87 pagesCustom SoCs For IoT SimplifiedSreevatsa KurudiNo ratings yet
- Sensors For Mobile Robots - Theory and ApplicationsDocument543 pagesSensors For Mobile Robots - Theory and ApplicationsJacob Nuñez Garcia100% (1)
- VHDL PrimerDocument50 pagesVHDL Primermcnc2No ratings yet
- Model Design and Simulation AnalysisDocument137 pagesModel Design and Simulation AnalysisHardikSiddhpura100% (1)
- Compact Models For Future Generation CMOSDocument170 pagesCompact Models For Future Generation CMOSmikeshinoda2011No ratings yet
- Principles of Robot Motion Theory, Algorithms, and Implementations PDFDocument616 pagesPrinciples of Robot Motion Theory, Algorithms, and Implementations PDFxinNo ratings yet
- Dilute III-V Nitride Semiconductors and Material SystemsDocument607 pagesDilute III-V Nitride Semiconductors and Material SystemsKunchur Narayan100% (1)
- Plasma Etching Processes for Interconnect Realization in VLSIFrom EverandPlasma Etching Processes for Interconnect Realization in VLSINicolas PossemeNo ratings yet
- Internal OrderDocument38 pagesInternal OrderSuneetha Mathukumalli100% (1)
- MechatronicFutures PDFDocument273 pagesMechatronicFutures PDFDamir Husejnagic100% (2)
- Topic#1 Introduction To Semiconductors IndustryDocument28 pagesTopic#1 Introduction To Semiconductors IndustryRio PerezNo ratings yet
- Basic IC Fabrication 1Document36 pagesBasic IC Fabrication 1Shuvra Saha100% (1)
- SAP Real Time ProjectDocument1 pageSAP Real Time ProjectManjunathreddy Seshadri0% (1)
- Semiconductors GlobalDocument58 pagesSemiconductors GlobalGary Ryan DonovanNo ratings yet
- 809PET Silicon Carbide MOSFETs IGBT PDFDocument5 pages809PET Silicon Carbide MOSFETs IGBT PDFkbdkishoreNo ratings yet
- Settlement To CO-PADocument9 pagesSettlement To CO-PASuneetha MathukumalliNo ratings yet
- Recent Challenges in Semiconductor IndusDocument8 pagesRecent Challenges in Semiconductor IndusPraveen Kumar NayakantiNo ratings yet
- Futureof Logic Nano CMOS TechnologyDocument230 pagesFutureof Logic Nano CMOS TechnologyGabriel Donovan100% (1)
- ECE448 Lecture15 ASIC DesignDocument17 pagesECE448 Lecture15 ASIC DesignSunil PandeyNo ratings yet
- Thermonuclear Fusion ReactorsDocument12 pagesThermonuclear Fusion ReactorsIIPRDNo ratings yet
- Vlsi Chip Making'S Singular Future: 1) - G.Naga Sathish 2) D.Krishna AvinashDocument4 pagesVlsi Chip Making'S Singular Future: 1) - G.Naga Sathish 2) D.Krishna AvinashARVINDNo ratings yet
- Semiconductor Product Lifecycle ManagementDocument16 pagesSemiconductor Product Lifecycle Managementtakerraj100% (1)
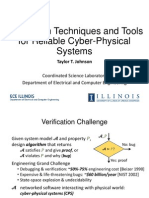
- Verification Techniques and Tools For Reliable Cyber-Physical SystemsDocument40 pagesVerification Techniques and Tools For Reliable Cyber-Physical Systemsfahad9094No ratings yet
- IC Fabrication - An IntroductionDocument144 pagesIC Fabrication - An IntroductionDeepti ChandrasekharanNo ratings yet
- Semiconductor Chip ShortageDocument12 pagesSemiconductor Chip ShortageGary Ryan Donovan100% (1)
- AI Notes-1-5 CHDocument57 pagesAI Notes-1-5 CH116TanzeelNo ratings yet
- Humanoid Robots - New DevelopmentsDocument591 pagesHumanoid Robots - New Developmentsmcginnc100% (2)
- Taiwan As A Partner in The US Semiconductor Supply ChainDocument18 pagesTaiwan As A Partner in The US Semiconductor Supply ChainThe Wilson CenterNo ratings yet
- Neuromorphic Computing Grollier PDFDocument80 pagesNeuromorphic Computing Grollier PDFVishnuraj Vishnu Kr100% (1)
- Sudhi R. Sinha, Youngchoon Park (Auth.) - Building An Effective IoT Ecosystem For Your Business (2017, Springer International Publishing)Document286 pagesSudhi R. Sinha, Youngchoon Park (Auth.) - Building An Effective IoT Ecosystem For Your Business (2017, Springer International Publishing)Bilal Ashfaq AhmedNo ratings yet
- Sensors and MicrosystemsDocument407 pagesSensors and MicrosystemsImtiaz Ahmed100% (1)
- Asml 20190319 2019-03-20 BAML Taiwan Mar 2019 v1 FinalDocument41 pagesAsml 20190319 2019-03-20 BAML Taiwan Mar 2019 v1 FinalxellosdexNo ratings yet
- Semiconductor Silicon TechnologyDocument814 pagesSemiconductor Silicon TechnologyBala Nair100% (2)
- Fabless SemiconductorDocument6 pagesFabless Semiconductorchiranth280% (1)
- Electric Vehicle Batteries - Moving From Research Towards Innovation - Reports of The PPP European Green Vehicles Initiative-Springer (2015) PDFDocument114 pagesElectric Vehicle Batteries - Moving From Research Towards Innovation - Reports of The PPP European Green Vehicles Initiative-Springer (2015) PDFFernando WesleyNo ratings yet
- Semiconductor Materials Analysis and Fabrication Process ControlFrom EverandSemiconductor Materials Analysis and Fabrication Process ControlNo ratings yet
- PDF Practical Applications and Solutions Using Labview Software DLDocument170 pagesPDF Practical Applications and Solutions Using Labview Software DLscrlbdNo ratings yet
- Xilinx Training CoursesDocument12 pagesXilinx Training Coursesfardeen1234No ratings yet
- Emotion Recognition Using Facial Feature ExtractionDocument126 pagesEmotion Recognition Using Facial Feature ExtractionYingHao TiewNo ratings yet
- AI Human ComputingDocument372 pagesAI Human Computingc_mc2No ratings yet
- Integrated CircuitDocument14 pagesIntegrated CircuitPablo ArevaloNo ratings yet
- Coolsic™ 1200 V Sic Mosfet Application Note: About This DocumentDocument27 pagesCoolsic™ 1200 V Sic Mosfet Application Note: About This DocumentAnonymous R0s4q9X8100% (1)
- Micromechatronics - K. Uchino, J. Giniewicz (Marcel Dekker, 2003) WW PDFDocument508 pagesMicromechatronics - K. Uchino, J. Giniewicz (Marcel Dekker, 2003) WW PDFMario Ramone100% (1)
- Analog & Digital VLSI Design: A Perspective EE C443 Instructor-In-ChargeDocument21 pagesAnalog & Digital VLSI Design: A Perspective EE C443 Instructor-In-ChargeAnurag LaddhaNo ratings yet
- Workshop # 4 Integrated Circuits: Universidad Nueva Esparta Electronic Engineering 254UDocument4 pagesWorkshop # 4 Integrated Circuits: Universidad Nueva Esparta Electronic Engineering 254UDanielle CTNo ratings yet
- Icicdt Program 2012Document23 pagesIcicdt Program 2012Hùng NguyễnNo ratings yet
- Chapter 1 - Introduction To IC DesignDocument40 pagesChapter 1 - Introduction To IC DesignnaztrexNo ratings yet
- Integrated Circuit - Wikipedia PDFDocument95 pagesIntegrated Circuit - Wikipedia PDFRiikaNo ratings yet
- Me Gtu CurriculumDocument47 pagesMe Gtu CurriculumAnupam DevaniNo ratings yet
- Analog VLSI Design: Technology TrendsDocument25 pagesAnalog VLSI Design: Technology TrendsSathyaNarasimmanTiagarajNo ratings yet
- Millets Recipes-A Healthy ChoiceDocument75 pagesMillets Recipes-A Healthy ChoicePrakash J PeramabalurNo ratings yet
- Various Types of Internal ControlDocument2 pagesVarious Types of Internal ControlSuneetha MathukumalliNo ratings yet
- Uniform System of AccountingDocument1 pageUniform System of AccountingSuneetha MathukumalliNo ratings yet
- Indian Government's Draft Policy For Internet of ThingsDocument16 pagesIndian Government's Draft Policy For Internet of ThingsSushubhNo ratings yet
- SD-MM-FI IntegrationDocument3 pagesSD-MM-FI IntegrationSuneetha MathukumalliNo ratings yet
- Indian Government's Draft Policy For Internet of ThingsDocument16 pagesIndian Government's Draft Policy For Internet of ThingsSushubhNo ratings yet
- 2nd DCM LetterDocument1 page2nd DCM LetterSuneetha MathukumalliNo ratings yet
- VTU Syllabus MBA 2014-2015Document118 pagesVTU Syllabus MBA 2014-2015suhaspatel84No ratings yet
- Abramovici M, Breuer M A and Friedman A D, Digital Systems Testing and Testable Design, Wiley, 1994Document41 pagesAbramovici M, Breuer M A and Friedman A D, Digital Systems Testing and Testable Design, Wiley, 1994Suneetha MathukumalliNo ratings yet
- Ec: Electronics and Communication Engineering: Duration: Three HoursDocument24 pagesEc: Electronics and Communication Engineering: Duration: Three HoursKumar DeepakNo ratings yet
- Staff Questionnaire Analysis ResultsDocument3 pagesStaff Questionnaire Analysis ResultsSuneetha MathukumalliNo ratings yet
- Ace Academy GATE 2016 inDocument35 pagesAce Academy GATE 2016 inpiruthvi chendurNo ratings yet
- Ee 2002Document18 pagesEe 2002Koushik RayNo ratings yet
- AffidavitDocument2 pagesAffidavitSuneetha MathukumalliNo ratings yet
- Ec: Electronics and Communication Engineering: Duration: Three HoursDocument24 pagesEc: Electronics and Communication Engineering: Duration: Three HoursKumar DeepakNo ratings yet
- 2017 EC and EE Question PapersDocument18 pages2017 EC and EE Question PapersSuneetha MathukumalliNo ratings yet
- Bode PlotsDocument69 pagesBode PlotsSuneetha MathukumalliNo ratings yet
- EC GATE 2017 Set I Key SolutionDocument31 pagesEC GATE 2017 Set I Key Solutionhub23No ratings yet
- income From Salary-Problems, Theory and Solutions: by Prof - Augustin AmaladasDocument76 pagesincome From Salary-Problems, Theory and Solutions: by Prof - Augustin AmaladasAnkit Dhyani100% (6)
- Business LawDocument364 pagesBusiness Lawamit_bohraNo ratings yet
- Online test series analysis reportDocument17 pagesOnline test series analysis reportchetan kapoorNo ratings yet
- SEMINAR Sajid SirDocument14 pagesSEMINAR Sajid SirSajid BabuNo ratings yet
- JFET and MOSFET CharacteristicsDocument56 pagesJFET and MOSFET CharacteristicsHarry Chandhu100% (1)
- Basic NE-555 Based Logic Probe: Figure 19A (Above)Document2 pagesBasic NE-555 Based Logic Probe: Figure 19A (Above)Diego Rubén100% (1)
- 5 NM) Gate-All-Around CMOS Devices: High-Performance Fully Depleted Silicon Nanowire (DiameterDocument4 pages5 NM) Gate-All-Around CMOS Devices: High-Performance Fully Depleted Silicon Nanowire (DiameterRàhuł MathiasNo ratings yet
- Lab 6: B J T B: Ipolar Unction Ransistor IasingDocument7 pagesLab 6: B J T B: Ipolar Unction Ransistor IasingAhmed Ch100% (1)
- theremino System SMD codesDocument95 pagestheremino System SMD codesAgin TersakitiNo ratings yet
- Kumi Selva Research PaperDocument19 pagesKumi Selva Research Paperapi-314108071No ratings yet
- APPENDIX B: Sensor Types: A1. LDR (Light-Dependent Resistor)Document4 pagesAPPENDIX B: Sensor Types: A1. LDR (Light-Dependent Resistor)MostafaDilatyNo ratings yet
- 69 - EC21101 - Practice Questions - BJT MOSFET PDFDocument3 pages69 - EC21101 - Practice Questions - BJT MOSFET PDFSubhajit BagNo ratings yet
- Allen and Holberg Homework SolutionDocument121 pagesAllen and Holberg Homework SolutionNihit Varshney100% (1)
- d30n03 MosfetDocument5 pagesd30n03 MosfetDomingo GomezNo ratings yet
- Basics Semiconductor Devices and Processing: Hong Xiao, Ph. D. Www2.Austin - CC.TX - Us/Hongxiao/Book - HTMDocument87 pagesBasics Semiconductor Devices and Processing: Hong Xiao, Ph. D. Www2.Austin - CC.TX - Us/Hongxiao/Book - HTMSlardarRadralsNo ratings yet
- Irf7342Pbf: V - 55V R Max. 0.105 I - 3.4ADocument8 pagesIrf7342Pbf: V - 55V R Max. 0.105 I - 3.4AMohammed BariNo ratings yet
- Combinational Logic Circuits DesignDocument22 pagesCombinational Logic Circuits DesignAnkur PatelNo ratings yet
- 2158-2017 05 IEEE YP Loke FinFETDocument29 pages2158-2017 05 IEEE YP Loke FinFETAditya MadhusudhanNo ratings yet
- 2 SD 1825Document3 pages2 SD 1825Omar MirandaNo ratings yet
- Product Summary General Description: 30V N-Channel MOSFETDocument5 pagesProduct Summary General Description: 30V N-Channel MOSFETdreyes3773No ratings yet
- Fundamentals of Integrated Circuit Fabrication StepsDocument55 pagesFundamentals of Integrated Circuit Fabrication Stepsselvi0412No ratings yet
- Study of P-N JunctionsDocument3 pagesStudy of P-N JunctionsShalini JagtianiNo ratings yet
- THYRISTORDocument67 pagesTHYRISTORAko si GianNo ratings yet
- VLSI Quiz QuestionsDocument17 pagesVLSI Quiz Questionsjitu_40% (1)
- BJT Familiarization and CharacteristicDocument12 pagesBJT Familiarization and CharacteristicCyville AvenirNo ratings yet
- SEMIKRON Application-Note IGBT4Document12 pagesSEMIKRON Application-Note IGBT4Hemchand ImmaneniNo ratings yet
- MODULE 3-18EE53 NotesDocument20 pagesMODULE 3-18EE53 NotesAshwiniNo ratings yet
- k3 PDFDocument46 pagesk3 PDFNILESHNo ratings yet
- Photo LithographyDocument33 pagesPhoto LithographyWK LamNo ratings yet
- BUV 46 HIGH VOLTAGE NPN POWER TRANSISTOR 4pDocument4 pagesBUV 46 HIGH VOLTAGE NPN POWER TRANSISTOR 4pJose Fernandez LopezNo ratings yet
- 20N50Document4 pages20N50raveendraNo ratings yet