You might also like
- Production Planning & ControlDocument24 pagesProduction Planning & ControlHari Prasad Reddy Yedula100% (1)
- SeminarDocument30 pagesSeminarvarunNo ratings yet
- Seminar Title On: Atomic Force Microscopy (AFM) : Netaji Subhas Institute of TechnologyDocument25 pagesSeminar Title On: Atomic Force Microscopy (AFM) : Netaji Subhas Institute of TechnologyvarunNo ratings yet
- Submerged Arc WeldingDocument42 pagesSubmerged Arc WeldingMário SilvaNo ratings yet
- GAS METAL ARC WELDING GUIDEDocument3 pagesGAS METAL ARC WELDING GUIDEvarun100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Summary KH2134 Fluid MechanicsDocument4 pagesSummary KH2134 Fluid MechanicsAzman SamerNo ratings yet
- Nanotechnology Applications and Its Importance in Various FieldsDocument24 pagesNanotechnology Applications and Its Importance in Various FieldsSuresh ShahNo ratings yet
- B 193 - 02Document5 pagesB 193 - 02alanetn100% (1)
- ATP WorksheetDocument5 pagesATP WorksheetRyan De AlloNo ratings yet
- Lab 2 - StoichiometryDocument4 pagesLab 2 - Stoichiometryapi-272470922100% (3)
- Manual ATN-1100 Automatic Kjeldahl Nitrogen Determination ApparatusDocument35 pagesManual ATN-1100 Automatic Kjeldahl Nitrogen Determination Apparatuschristopher lee mercadoNo ratings yet
- I. Introductory Concept: Earth Science-Grade 11Document16 pagesI. Introductory Concept: Earth Science-Grade 11Calyn IsidoroNo ratings yet
- Gas Dynamics-Rayleigh FlowDocument26 pagesGas Dynamics-Rayleigh FlowRahul100% (4)
- Msds Icr 122 LSFDocument12 pagesMsds Icr 122 LSFWisnu AbaraiNo ratings yet
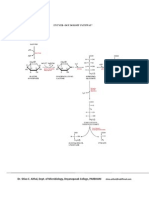
- Entner Duodroff PathwayDocument2 pagesEntner Duodroff PathwayDr. SHIVA AITHALNo ratings yet
- Product Data Booklet Fibertec Ultimate HDD Coating SystemDocument8 pagesProduct Data Booklet Fibertec Ultimate HDD Coating Systemmkash028No ratings yet
- Densification and Microstructure of Si3N4-TiN Ceramic CompositesDocument5 pagesDensification and Microstructure of Si3N4-TiN Ceramic CompositesThiago Do Santos FerreiraNo ratings yet
- Physical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamDocument5 pagesPhysical Properties of Ethylene Vinyl Acetate Copolymer (EVA) /natural Rubber (NR) Blend Based FoamphillynovitaNo ratings yet
- A Case Study of Natural CoagulantsDocument36 pagesA Case Study of Natural CoagulantsPawan GuptaNo ratings yet
- Effects of Substituent On Benzene RingDocument12 pagesEffects of Substituent On Benzene Ringyashfa khalidNo ratings yet
- Construction & Material: Defects in Buildings & RemediesDocument29 pagesConstruction & Material: Defects in Buildings & RemedieskirtikaNo ratings yet
- Cyclones ExerciseDocument4 pagesCyclones ExerciseValeria cNo ratings yet
- 4140 PDFDocument28 pages4140 PDFShariq KhanNo ratings yet
- BDA30603 Tutorial 4Document7 pagesBDA30603 Tutorial 4Firdaus JannahNo ratings yet
- Thermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForDocument20 pagesThermoplastic Gas Pressure Pipe, Tubing, and Fittings: Standard Specification ForAndres Camilo BenitezNo ratings yet
- Pipe Freezing StudyDocument8 pagesPipe Freezing StudymirekwaznyNo ratings yet
- Vragen Fasediagrammen Zuivere Componenten PDFDocument3 pagesVragen Fasediagrammen Zuivere Componenten PDFbilberNo ratings yet
- Maximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDocument5 pagesMaximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDevanshu KrNo ratings yet
- Acid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunDocument9 pagesAcid Cleaning For Nickel Alloys Pages From Handbook of Engineering Practice of Materials and Corrosion by Jung-Chul (Thomas) EunMohammad TaherNo ratings yet
- Nail Care 7 HandoutsDocument2 pagesNail Care 7 HandoutsChristine Joy ValenciaNo ratings yet
- Advion MSDSDocument6 pagesAdvion MSDSmoespestcontrol_mnNo ratings yet
- CHEM 18 PROBLEM SET CHEMICAL THERMODYNAMICS AND EQUILIBRIUMDocument4 pagesCHEM 18 PROBLEM SET CHEMICAL THERMODYNAMICS AND EQUILIBRIUMDaniel Jann CotiaNo ratings yet
- Techstuff 3.09Document117 pagesTechstuff 3.09Hazairin As-Shiddiq RahmanNo ratings yet
- Sloss Industries 1062235 M2234300 EX351 V 2Document1 pageSloss Industries 1062235 M2234300 EX351 V 2DanielDeFrancescoNo ratings yet
- Elzein M. Fahal, Et Al PDFDocument9 pagesElzein M. Fahal, Et Al PDFNiaz mahmudNo ratings yet