You might also like
- 7 1 IPERC Planta ConcentradoraDocument29 pages7 1 IPERC Planta ConcentradoraWillam Monroy Flores100% (5)
- 7 1 IPERC Planta ConcentradoraDocument29 pages7 1 IPERC Planta ConcentradoraWillam Monroy Flores100% (5)
- Concentradora grandes riesgosDocument29 pagesConcentradora grandes riesgosjean francoNo ratings yet
- Dimensionamiento de Filtros Exp 2000 TPDDocument4 pagesDimensionamiento de Filtros Exp 2000 TPDjean francoNo ratings yet
- Control de CalidadDocument13 pagesControl de Calidadjean francoNo ratings yet
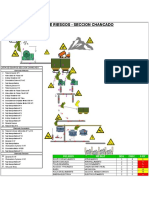
- Mapa de Riesgos Planta CaudalosaDocument3 pagesMapa de Riesgos Planta Caudalosajean franco100% (1)
- Dimensionamiento Espesadores Cobre-Plomo 2000 TPDDocument2 pagesDimensionamiento Espesadores Cobre-Plomo 2000 TPDjean francoNo ratings yet
- Soto VDDocument152 pagesSoto VDjuan antonioNo ratings yet
- Reconciliaci N de Datos Experimentales PDFDocument28 pagesReconciliaci N de Datos Experimentales PDFEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- Universidad Nacional Del Centro Del Perú. Plan de TesisDocument23 pagesUniversidad Nacional Del Centro Del Perú. Plan de Tesisjean francoNo ratings yet
- Dimensionamiento de Filtros Exp 2000 TPDDocument4 pagesDimensionamiento de Filtros Exp 2000 TPDjean francoNo ratings yet
- Desarrollo BentonitaDocument16 pagesDesarrollo Bentonitajean francoNo ratings yet
- CV Sin ExperienciaDocument3 pagesCV Sin Experienciajean francoNo ratings yet
- Separ AdoresDocument23 pagesSepar Adoresjean francoNo ratings yet
- Reactivos 2016 OctubreDocument11 pagesReactivos 2016 Octubrejean francoNo ratings yet
- 0 ComentariosDocument35 pages0 Comentariosjean francoNo ratings yet
- El Uso Del Formato de La APADocument15 pagesEl Uso Del Formato de La APAAlma MoralesNo ratings yet
- CV Sin ExperienciaDocument3 pagesCV Sin Experienciajean francoNo ratings yet
- Lixiviación ecológica de minerales auríferos mediante tiosulfatoDocument61 pagesLixiviación ecológica de minerales auríferos mediante tiosulfatobelzetNo ratings yet
- BM 2016 CMC - BulkDocument29 pagesBM 2016 CMC - Bulkjean francoNo ratings yet
- Indicadores de Gestion 2016Document2 pagesIndicadores de Gestion 2016jean francoNo ratings yet
- Indicadores de Gestion 2016Document2 pagesIndicadores de Gestion 2016jean francoNo ratings yet
- Factores de riesgo en minería y metalurgiaDocument72 pagesFactores de riesgo en minería y metalurgiajean francoNo ratings yet
- MejoraDocument6 pagesMejoraLuis Enrique Aguilar MontoyaNo ratings yet
- Dimensionamiento de Celdas de Flotacion 2000 TPDDocument2 pagesDimensionamiento de Celdas de Flotacion 2000 TPDjean francoNo ratings yet
- Balmat 150 TMHPDDocument25 pagesBalmat 150 TMHPDEliachim MonagoNo ratings yet
- Presentacion Resultados Costos Junio 2015Document10 pagesPresentacion Resultados Costos Junio 2015jean francoNo ratings yet
- Dimensionamiento Espesadores Cobre-Plomo 2000 TPDDocument2 pagesDimensionamiento Espesadores Cobre-Plomo 2000 TPDjean francoNo ratings yet
- Castro-Corpo - Listado de Activos Pendientes de Ubicar Al 10-09-2011 (Aquarius)Document220 pagesCastro-Corpo - Listado de Activos Pendientes de Ubicar Al 10-09-2011 (Aquarius)jean francoNo ratings yet
- Materia Inerte y Materia VivaDocument5 pagesMateria Inerte y Materia VivaInn delta amacuroNo ratings yet
- Tesis Doctoral - Matías GalinaOpt - pdf-PDFADocument207 pagesTesis Doctoral - Matías GalinaOpt - pdf-PDFAALLISON FABIOLA LOPEZ VALVERDENo ratings yet
- Technical Writing 2016 IIBCAUDODocument56 pagesTechnical Writing 2016 IIBCAUDOPROCTORMEYERNo ratings yet
- Diagrama de FlujoDocument2 pagesDiagrama de FlujoYorman QuiñonesNo ratings yet
- Conducción Radial en Estado EstacionarioDocument4 pagesConducción Radial en Estado EstacionarioADRIAN CAMILO MORENO LOPEZNo ratings yet
- Graphic Source Lista de Precios Lonas Vinil y Riguidos 20-05-13Document3 pagesGraphic Source Lista de Precios Lonas Vinil y Riguidos 20-05-13Krn CitaNo ratings yet
- CONVERSIONDocument1 pageCONVERSIONDenaibeliNo ratings yet
- Termodinámica: Calor, energía y reacciones químicasDocument52 pagesTermodinámica: Calor, energía y reacciones químicasRicardoCamanSilvaNo ratings yet
- Fracturamientos Hidraulicos PDFDocument22 pagesFracturamientos Hidraulicos PDFEdgar A Villegas ANo ratings yet
- Intercambiador de Calor ZumbaDocument38 pagesIntercambiador de Calor ZumbaChärly ZumbäNo ratings yet
- Combustibles estudio títuloDocument4 pagesCombustibles estudio título2CUniverseNo ratings yet
- 2 Expo Del Grupo 8Document19 pages2 Expo Del Grupo 8yennyNo ratings yet
- Importancia electroquímicaDocument3 pagesImportancia electroquímicaBryan Garcia0% (1)
- CursometeorologiaoceanografiaDocument103 pagesCursometeorologiaoceanografiaIván orihuelaNo ratings yet
- Agentes Contaminantes y Su ProcedenciaDocument5 pagesAgentes Contaminantes y Su ProcedenciaFatima SanchezNo ratings yet
- Resumen PB2Document78 pagesResumen PB2Moises GarciaNo ratings yet
- PLANTA BENEFICIO ARESDocument13 pagesPLANTA BENEFICIO ARESantony_arana9017No ratings yet
- Laj Validacion Calculo Panametrics 2018 para La BandaDocument4 pagesLaj Validacion Calculo Panametrics 2018 para La BandaVictor GarciaNo ratings yet
- Ufd Sec MN 3Document275 pagesUfd Sec MN 3Pedro Eliodoro Moscoso PadillaNo ratings yet
- Designacion de FundicionesDocument1 pageDesignacion de FundicionesmolinammarNo ratings yet
- Rvsta PWDocument14 pagesRvsta PWJOSEPH ALVAREZNo ratings yet
- Cuestionario 6Document3 pagesCuestionario 6Lalo VegaNo ratings yet
- Los valores familiares y su promociónDocument9 pagesLos valores familiares y su promociónIsac VillacortaNo ratings yet
- 09 - Módulo 9 - Ciclos de Refrigeración - r3Document31 pages09 - Módulo 9 - Ciclos de Refrigeración - r3MatiasNo ratings yet
- Mineroductos transporte hidráulico mineralesDocument50 pagesMineroductos transporte hidráulico mineralesJesus GonzalesNo ratings yet
- Ficha Tecnica Gel-CopiarDocument4 pagesFicha Tecnica Gel-CopiarMARCELA CAMARGONo ratings yet
- Preinfo 2Document3 pagesPreinfo 2Juan David Zambrano PerezNo ratings yet
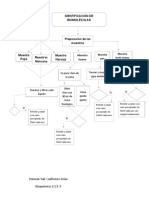
- Identificacion de Biomoleculas en AlimentosDocument13 pagesIdentificacion de Biomoleculas en AlimentosSpartan John75% (12)
- Medios SelectivosDocument4 pagesMedios SelectivosSaRai Kinomoto ⃝⃒⃤No ratings yet
- 29mango Ajustable para AnclajeDocument2 pages29mango Ajustable para AnclajeRené Luis Perez MagneNo ratings yet