You might also like
- Lec 10Document6 pagesLec 10yeng botzNo ratings yet
- FyydfyDocument5 pagesFyydfyhamzaNo ratings yet
- FGHDocument5 pagesFGHhamzaNo ratings yet
- Lec 10234 ManualDocument5 pagesLec 10234 ManualhamzaNo ratings yet
- Polytropic ProcessDocument5 pagesPolytropic ProcesshamzaNo ratings yet
- Ogdcl FormDocument4 pagesOgdcl FormSaimraeen ThereNo ratings yet
- Today'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcessDocument25 pagesToday'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcesshamzaNo ratings yet
- Lec 10Document6 pagesLec 10yeng botzNo ratings yet
- Solution: (A) PDocument5 pagesSolution: (A) PhamzaNo ratings yet
- Applied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringDocument29 pagesApplied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringhamzaNo ratings yet
- Applied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringDocument29 pagesApplied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringhamzaNo ratings yet
- 2 Engineering Full Technical Report GG FinalDocument4 pages2 Engineering Full Technical Report GG FinalAdesoji LawalNo ratings yet
- Lec 1011Document5 pagesLec 1011hamzaNo ratings yet
- Today'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcessDocument25 pagesToday'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcesshamzaNo ratings yet
- Molarity (M) : Mol of Solute L of SolutionDocument32 pagesMolarity (M) : Mol of Solute L of SolutionhamzaNo ratings yet
- Physical Properties AcrylicDocument5 pagesPhysical Properties AcrylicleynatmarNo ratings yet
- Today'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcessDocument25 pagesToday'S Lecture: - Introduction To Industrial Chemistry - The Haber-Bosch ProcesshamzaNo ratings yet
- Lec 02Document15 pagesLec 02Jayadev ENo ratings yet
- ME2233 Spr16 Lecture1igtDocument51 pagesME2233 Spr16 Lecture1igthamzaNo ratings yet
- 7 Injection MoldingDocument56 pages7 Injection MoldingMoisés Vázquez ToledoNo ratings yet
- Why Study Applied Chemistry?: Knowledge Gained in This Course Has Applications in Every Field!!!!Document24 pagesWhy Study Applied Chemistry?: Knowledge Gained in This Course Has Applications in Every Field!!!!hamzaNo ratings yet
- Lec 1 17th Feb 2015 123Document28 pagesLec 1 17th Feb 2015 123hamzaNo ratings yet
- ME2212:Circuit Analysis-I: Fall 2015Document11 pagesME2212:Circuit Analysis-I: Fall 2015hamzaNo ratings yet
- Construction MaterialsDocument13 pagesConstruction Materialscompaqhp10No ratings yet
- Inspect and Service EnginesDocument61 pagesInspect and Service EnginesDacian BalosinNo ratings yet
- Tutorial CAD 1aDocument10 pagesTutorial CAD 1avintiloiusNo ratings yet
- Presentation SkillsDocument31 pagesPresentation Skillshamza100% (1)
- Applied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringDocument68 pagesApplied Chemistry CH-1012: Syed Hassan Shah Assistant Professor Department of Mechanical EngineeringhamzaNo ratings yet
- Genesis and Ideology of Pakistan by G A Parwez Published by Idara Tulu-E-IslamDocument11 pagesGenesis and Ideology of Pakistan by G A Parwez Published by Idara Tulu-E-IslamadilNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Activity 2: College of EngineeringDocument3 pagesActivity 2: College of EngineeringMa.Elizabeth HernandezNo ratings yet
- Hematology SOPsDocument99 pagesHematology SOPssalamon2t100% (1)
- Geographical Perspective On Selected Issues and Problems #ToppersnotesDocument16 pagesGeographical Perspective On Selected Issues and Problems #ToppersnotesParidhi JainNo ratings yet
- Practical Approach To Electron Beam Dosimetry at Extended SSDDocument10 pagesPractical Approach To Electron Beam Dosimetry at Extended SSDAhmet Kürşat ÖzkanNo ratings yet
- PAP and PAPE ReviewDocument9 pagesPAP and PAPE ReviewYG1No ratings yet
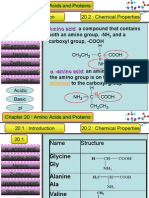
- Matriculation Chemistry Amino Acids-Part-1Document24 pagesMatriculation Chemistry Amino Acids-Part-1iki292No ratings yet
- Switching Power Supply Design: A Concise Practical Handbook: February 2022Document5 pagesSwitching Power Supply Design: A Concise Practical Handbook: February 2022Juan Gil RocaNo ratings yet
- Handover Paper Final 22 3 16 BJNDocument13 pagesHandover Paper Final 22 3 16 BJNsisaraaah12No ratings yet
- Ujian Diagnostik Ting 2 EnglishDocument9 pagesUjian Diagnostik Ting 2 EnglishJ-Gie JaulahNo ratings yet
- How To Make Panna CottaDocument3 pagesHow To Make Panna CottaBintNo ratings yet
- Locus of Control and The Flow Experience: An Experimental AnalysisDocument19 pagesLocus of Control and The Flow Experience: An Experimental Analysisdolf78No ratings yet
- Atomic Structure Worksheet: Name PeriodDocument4 pagesAtomic Structure Worksheet: Name Periodapi-496534295100% (1)
- Compositional Changes of Crude Oil SARA Fractions Due To Biodegradation and Adsorption Supported On Colloidal Support Such As Clay Susing IatroscanDocument13 pagesCompositional Changes of Crude Oil SARA Fractions Due To Biodegradation and Adsorption Supported On Colloidal Support Such As Clay Susing IatroscanNatalia KovalovaNo ratings yet
- MS Fresher HR DocumentDocument4 pagesMS Fresher HR DocumentJahanvi KambojNo ratings yet
- Test Unit 2 Urbanisation L P 12Document9 pagesTest Unit 2 Urbanisation L P 12Xuân NguyenNo ratings yet
- ComFlor 80 Load Span Tables PDFDocument4 pagesComFlor 80 Load Span Tables PDFAkhil VNNo ratings yet
- Baseline Capacity Assessment For OVC Grantee CSOsDocument49 pagesBaseline Capacity Assessment For OVC Grantee CSOsShahid NadeemNo ratings yet
- Genomics and Crop ImprovementDocument56 pagesGenomics and Crop Improvementsenguvelan100% (6)
- Hand-Pallet Truck - NewDocument2 pagesHand-Pallet Truck - NewAkhilNo ratings yet
- H1.001858 Strongpack Nigeria-Electrical Loads List For Layout Utilities-Rev-02Document1 pageH1.001858 Strongpack Nigeria-Electrical Loads List For Layout Utilities-Rev-02yseffoNo ratings yet
- Corporate Security Policy TemplateDocument4 pagesCorporate Security Policy TemplateCoronaNo ratings yet
- Answers To Competency Assessment SectionDocument16 pagesAnswers To Competency Assessment Sectionapi-209542414100% (1)
- Eaton BECOPAD P Range TechnicalDataSheet enDocument4 pagesEaton BECOPAD P Range TechnicalDataSheet enEsteban Fernando Meza IbacetaNo ratings yet
- ControllingDocument3 pagesControllingGenesis_Y_Gall_6808No ratings yet
- Hemorrhagic Shock (Anestesi)Document44 pagesHemorrhagic Shock (Anestesi)Dwi Meutia IndriatiNo ratings yet
- Recipe Book: Yule Logs 2020Document28 pagesRecipe Book: Yule Logs 2020Cwt Chan100% (1)
- Chapter 4. Acid Base Problem Set: O O CH CH OH O O-H CH CH ODocument2 pagesChapter 4. Acid Base Problem Set: O O CH CH OH O O-H CH CH Osnap7678650No ratings yet
- Cwts ThesisDocument7 pagesCwts Thesisbufukegojaf2100% (2)
- Patanjali CHP 1Document31 pagesPatanjali CHP 1Prasad KadamNo ratings yet
- Shelf Life ControlDocument7 pagesShelf Life ControlRushikesh Deshpande100% (1)