You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- R F Stn-Cud Dt-CoordinatesDocument3 pagesR F Stn-Cud Dt-CoordinatesravirainbowNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Go 213 E&fDocument10 pagesGo 213 E&fravirainbowNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- MMSADocument1 pageMMSAravirainbowNo ratings yet
- Mws List VillagewiseDocument137 pagesMws List VillagewiseravirainbowNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- R F Stn-Cud Dt-CoordinatesDocument3 pagesR F Stn-Cud Dt-CoordinatesravirainbowNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Prist University: Rehabilitation of StructuresDocument1 pagePrist University: Rehabilitation of StructuresravirainbowNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Status of Well Census Project As On 05.03.04Document19 pagesStatus of Well Census Project As On 05.03.04ravirainbowNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- VillupuramDocument23 pagesVillupuramravirainbowNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Auroville Water SeminarDocument15 pagesAuroville Water Seminarravirainbow100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 02conversion TableDocument3 pages02conversion TableravirainbowNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- DSR 2012Document448 pagesDSR 2012jagadees21100% (2)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
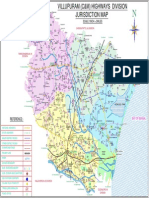
- Villupuram (C&M) Highways Division Jurisdiction Map: ReferenceDocument1 pageVillupuram (C&M) Highways Division Jurisdiction Map: ReferenceravirainbowNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Invest Is 10KDocument1 pageInvest Is 10KravirainbowNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Buildings Hand BookDocument160 pagesBuildings Hand Bookravirainbow100% (1)
- Go 213 E&fDocument10 pagesGo 213 E&fravirainbowNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Site 2 5 6 - P H RI O Utstanding Quer IesDocument1 pageSite 2 5 6 - P H RI O Utstanding Quer IesravirainbowNo ratings yet
- Welding Fabrication Procedure API 650 TankDocument6 pagesWelding Fabrication Procedure API 650 TankMenad SalahNo ratings yet
- 2.WIS5 Course Notes 501 699Document199 pages2.WIS5 Course Notes 501 699nani356No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Most Important Question Regarding Welding CBTDocument16 pagesMost Important Question Regarding Welding CBTPooja ManiNo ratings yet
- KM Welding FundamentalsDocument42 pagesKM Welding FundamentalsJignesh GunasegerenNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Report Robot WeldingDocument23 pagesReport Robot WeldingKishan Singh100% (3)
- Saudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables - API Tanks SAIC-W-2081 17-Mar-16 WeldDocument2 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Welding Consumables - API Tanks SAIC-W-2081 17-Mar-16 WeldjeswinNo ratings yet
- Rationalised Welding Consumables For Site Fabrication/ErectionDocument8 pagesRationalised Welding Consumables For Site Fabrication/ErectionMurali YNo ratings yet
- Aws A2.4-98 SimbolosDocument118 pagesAws A2.4-98 SimbolosAlfredo LogaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Pg-Gmaw-Xi TPLDocument30 pagesPg-Gmaw-Xi TPLmjsolihinNo ratings yet
- Garcia Welding: Filler Metal Selection GuideDocument8 pagesGarcia Welding: Filler Metal Selection GuideGustavo MorilloNo ratings yet
- WPS 002 ASME Section IXDocument4 pagesWPS 002 ASME Section IXIvan KawempyNo ratings yet
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocument11 pagesEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Arotherm Brochure Web2 1101766Document56 pagesArotherm Brochure Web2 1101766Duncan StevenNo ratings yet
- Caloritech Immersion HeatersDocument44 pagesCaloritech Immersion HeatersanaNo ratings yet
- Different Types of Metal JoiningDocument44 pagesDifferent Types of Metal JoiningKentDemeterioNo ratings yet
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Welding, Brazing & Cutting - 11-21-2007Document7 pagesWelding, Brazing & Cutting - 11-21-2007Jimmy ClavelNo ratings yet
- Welding Traceability Record 1Document1 pageWelding Traceability Record 1Alfian Imaduddin100% (1)
- Service Manual: Central Air ConditioningDocument151 pagesService Manual: Central Air ConditioningIvan GrechNo ratings yet
- Acceptance Criteria Welding API 1104 (Printed)Document1 pageAcceptance Criteria Welding API 1104 (Printed)mohammedNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Untes FancoilDocument19 pagesUntes FancoilAnarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- I 0000035Document20 pagesI 0000035jose antonioNo ratings yet
- WPSDocument5 pagesWPSParshottam Brahmxatriya100% (1)
- Project Schedule Project: Replacement of Pipe in MPPL Machinery Deployment Schedule S.No. Location Machinery DescriptionDocument4 pagesProject Schedule Project: Replacement of Pipe in MPPL Machinery Deployment Schedule S.No. Location Machinery DescriptionRanjan KumarNo ratings yet
- 026a-Fit Up ReportDocument18 pages026a-Fit Up ReportVijay KumarNo ratings yet
- PQRDocument2 pagesPQRnaseema1100% (1)
- MIG Flux-Cored Welding CalculatorDocument1 pageMIG Flux-Cored Welding CalculatorDen Yogi Hardiyanto100% (1)
- Service Manual AUX Pack (ENGLISH)Document157 pagesService Manual AUX Pack (ENGLISH)Ky Vo100% (1)
- 1 - Welding Parameters - Current - MST 4,5,6Document4 pages1 - Welding Parameters - Current - MST 4,5,6ryan4munar100% (1)