You might also like
- DL ManualDocument132 pagesDL ManualRumman Ul AhsanNo ratings yet
- Metalshield Clarity MC - 707: Conformances Key FeaturesDocument2 pagesMetalshield Clarity MC - 707: Conformances Key FeaturesRumman Ul AhsanNo ratings yet
- Metalshield MC-710XL: Conformances Key FeaturesDocument3 pagesMetalshield MC-710XL: Conformances Key FeaturesRumman Ul AhsanNo ratings yet
- AME101 LectureNotesDocument142 pagesAME101 LectureNotesShiva Krishna BhagavatulaNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- Computational Materials ScienceDocument94 pagesComputational Materials ScienceRumman Ul AhsanNo ratings yet
- Chapter 01Document37 pagesChapter 01Thyago de LellysNo ratings yet
- MEC 237-Materials MachiningDocument49 pagesMEC 237-Materials MachiningRumman Ul AhsanNo ratings yet
- 1.introduction To SMAWDocument74 pages1.introduction To SMAWRumman Ul AhsanNo ratings yet
- Mathematical Problems On Newton's Law of MotionDocument4 pagesMathematical Problems On Newton's Law of MotionRumman Ul AhsanNo ratings yet
- Gear Drawing TutorialDocument16 pagesGear Drawing TutorialRumman Ul AhsanNo ratings yet
- Cover Letter-Md. Rumman Ul AhsanDocument1 pageCover Letter-Md. Rumman Ul AhsanRumman Ul AhsanNo ratings yet
- Research in Welding Engineering of High Strength SteelDocument1 pageResearch in Welding Engineering of High Strength SteelRumman Ul AhsanNo ratings yet
- 8 Metrology of Screw ThreadDocument24 pages8 Metrology of Screw ThreadRumman Ul AhsanNo ratings yet
- 1 Introduction To MetrologyDocument9 pages1 Introduction To MetrologyRumman Ul AhsanNo ratings yet
- 6000 Most Common Korean WordsDocument174 pages6000 Most Common Korean WordsDaniel Dario Fula62% (13)
- Technology On Arc Welding Machine of Aluminum by Digital ControlDocument7 pagesTechnology On Arc Welding Machine of Aluminum by Digital ControlRumman Ul AhsanNo ratings yet
- Teach Yourself KoreanDocument139 pagesTeach Yourself KoreanJay Mar Isorena100% (18)
- Essential Factor in GMAWDocument33 pagesEssential Factor in GMAWlara_rajkumar667No ratings yet
- Certified Welding EngineerDocument4 pagesCertified Welding Engineerjunidomar100% (1)
- Improve GMAW and GTAW With Alternating Shield GasesDocument3 pagesImprove GMAW and GTAW With Alternating Shield GasesRumman Ul AhsanNo ratings yet
- Korean Word List-ToPIKDocument23 pagesKorean Word List-ToPIKRumman Ul AhsanNo ratings yet
- Nippon Steel Technical ReportDocument8 pagesNippon Steel Technical ReportRumman Ul AhsanNo ratings yet
- Resume MD Imrul Reza Shishir RummanDocument2 pagesResume MD Imrul Reza Shishir RummanRumman Ul AhsanNo ratings yet
- Arc Length and Dynamic Correction in CMTDocument4 pagesArc Length and Dynamic Correction in CMTRumman Ul AhsanNo ratings yet
- Stainless OverviewDocument6 pagesStainless OverviewClaudia MmsNo ratings yet
- Digitally Signed DocumentDocument476 pagesDigitally Signed DocumentRumman Ul AhsanNo ratings yet
- KorDocument262 pagesKorZizou ZeinoubaNo ratings yet
- Fatigue Comittee ReportDocument7 pagesFatigue Comittee ReportRumman Ul AhsanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Yukon 0904Document4 pagesYukon 0904Việt Đặng XuânNo ratings yet
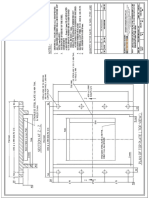
- 1007 Top PlateDocument1 page1007 Top PlateAanand SinghiNo ratings yet
- Republic of Turkey Yildiz Technical University Graduate School of Natural and Applied SciencesDocument115 pagesRepublic of Turkey Yildiz Technical University Graduate School of Natural and Applied SciencesEkin KÖKENNo ratings yet
- ACSR/MZ 400/51 specificationDocument3 pagesACSR/MZ 400/51 specificationDuy TiếnNo ratings yet
- Fabrication and Study of Mechanical Properties of Orange PEEL Reinforced Polymer CompositeDocument6 pagesFabrication and Study of Mechanical Properties of Orange PEEL Reinforced Polymer CompositeMakeshNo ratings yet
- Flowhood BrochureDocument1 pageFlowhood BrochurecryogeniczNo ratings yet
- Concrete ClothDocument21 pagesConcrete ClothFasee UllahNo ratings yet
- Faculty Development Programme on Fluid Mechanics PropertiesDocument9 pagesFaculty Development Programme on Fluid Mechanics Propertiesmaran2326No ratings yet
- Mass building code glass and glazing requirementsDocument14 pagesMass building code glass and glazing requirementsDLNo ratings yet
- Technical Specifications of Kerrogres Vitrified TilesDocument3 pagesTechnical Specifications of Kerrogres Vitrified Tilesamitdey_dey18164No ratings yet
- Basement Level (1) Plan: ProposedDocument20 pagesBasement Level (1) Plan: ProposedParth DaxiniNo ratings yet
- Lecture 8.0 - Slender ColumnsDocument18 pagesLecture 8.0 - Slender ColumnsMichaelJamezQuidillaNo ratings yet
- Properties of SteamDocument24 pagesProperties of SteamBikramMuduliNo ratings yet
- Carbon Steel Pipe Fitting SizesDocument8 pagesCarbon Steel Pipe Fitting SizesAlmario SagunNo ratings yet
- Closed Loop Chiller Water Non-Oxidizing MicrobiocideDocument3 pagesClosed Loop Chiller Water Non-Oxidizing MicrobiocideChillerCNo ratings yet
- Hydraulic ForkliftDocument52 pagesHydraulic Forkliftsiddharth100% (3)
- Cow ShedDocument4 pagesCow ShedMahima VilasNo ratings yet
- Boiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesDocument4 pagesBoiler Water Chemistry: 1. Formation of Scales & Deposits On The Boiler TubesKumaraswamyNo ratings yet
- Haveli architecture beats the desert heatDocument16 pagesHaveli architecture beats the desert heatarchitectfemil6663No ratings yet
- VRT 230 Operating and Installation ManualDocument32 pagesVRT 230 Operating and Installation ManualBorisNo ratings yet
- Piping Materials SpecificationDocument53 pagesPiping Materials SpecificationclintNo ratings yet
- Sabroe Product Profile: / - Get Refrigeration RightDocument24 pagesSabroe Product Profile: / - Get Refrigeration RightVadimNo ratings yet
- Bernoulli S Principle Demonstration Lab ReportDocument18 pagesBernoulli S Principle Demonstration Lab ReportHasan RabyNo ratings yet
- Teks 7d Metallic Bonding Lesson NotesDocument4 pagesTeks 7d Metallic Bonding Lesson Notesapi-236826747No ratings yet
- Shell and Tube Heat Exchanger DesignDocument27 pagesShell and Tube Heat Exchanger DesignAnkit ChandelkarNo ratings yet
- Grooved FittingsDocument2 pagesGrooved FittingsSSS888No ratings yet
- Wcms 650136Document30 pagesWcms 650136Goran SpasićNo ratings yet
- Tugas 05Document2 pagesTugas 05muhyunan hasbi0% (1)
- (2002) Simplified Design Procedure For Piled Raft FoundationsDocument18 pages(2002) Simplified Design Procedure For Piled Raft FoundationsRaghu MahadevappaNo ratings yet
- Mazas de Ruedas Larrique RulemanesDocument23 pagesMazas de Ruedas Larrique RulemanesPaisaje SilenciosoNo ratings yet