You might also like
- Loop Test and Core RepairDocument6 pagesLoop Test and Core Repairhino_kaguNo ratings yet
- A Generator - Our Experience 23042016Document10 pagesA Generator - Our Experience 23042016Chilamkurti Siva Sankara RaoNo ratings yet
- Audi A4-7Document532 pagesAudi A4-7Anonymous QRVqOsa5No ratings yet
- DC Power Circuit Breaker BasicsDocument9 pagesDC Power Circuit Breaker Basics曾乙申No ratings yet
- Synchronous Generator Transient AnalysisDocument11 pagesSynchronous Generator Transient AnalysisSBNSSenanayakeNo ratings yet
- Gen Write UpDocument11 pagesGen Write Upsarirag100% (1)
- El Cid Handout PP v1Document66 pagesEl Cid Handout PP v1Carlos MolinaNo ratings yet
- BrushlessExciter With PMGDocument2 pagesBrushlessExciter With PMGvgarudaNo ratings yet
- Generator ReactancesDocument3 pagesGenerator ReactancesLora BishopNo ratings yet
- Instruction Manual FOR Large Vertical A.C. Motors: Bharat Heavy Electricals Limited, Bhopal (M.P.)Document40 pagesInstruction Manual FOR Large Vertical A.C. Motors: Bharat Heavy Electricals Limited, Bhopal (M.P.)PraveenKvNo ratings yet
- Generator ProtectionDocument5 pagesGenerator ProtectionadhyarthaNo ratings yet
- Breaker FailureDocument18 pagesBreaker FailureThangarajan NagarajanNo ratings yet
- Instrument Transformer.: Y. K. PandharipandeDocument19 pagesInstrument Transformer.: Y. K. Pandharipandeupt vadodaraNo ratings yet
- HT Cable Termination Kit 14.3.22Document8 pagesHT Cable Termination Kit 14.3.22JIGSNo ratings yet
- 35MW Generator Test ReportDocument10 pages35MW Generator Test ReportAshok KumarNo ratings yet
- ProjectDocument84 pagesProjectgnikhilreddy2No ratings yet
- D4 Frequency and Load SheddingDocument10 pagesD4 Frequency and Load SheddingShailesh ChettyNo ratings yet
- Load Chart Crane LiftingDocument25 pagesLoad Chart Crane LiftingLauren'sclub EnglishBimbel Sd-sma100% (1)
- The Dielectric Discharge Test: Figure 1. Insulation Test Currents During ChargingDocument4 pagesThe Dielectric Discharge Test: Figure 1. Insulation Test Currents During Chargingpatelsuhas21No ratings yet
- 220 V DC System Index: Description Battery ChargerDocument6 pages220 V DC System Index: Description Battery ChargerTaraknath MukherjeeNo ratings yet
- Motor Selection 1Document22 pagesMotor Selection 1abhishek_918No ratings yet
- Loss-Of-excitation Protection For Synchronous GeneratorsDocument13 pagesLoss-Of-excitation Protection For Synchronous Generatorsnabil160874No ratings yet
- Impact of Slot Discharges and Vibration Sparking On Stator Winding Life in Large GeneratorsDocument8 pagesImpact of Slot Discharges and Vibration Sparking On Stator Winding Life in Large GeneratorsShanjiNo ratings yet
- Upgrading The ProtectionDocument4 pagesUpgrading The ProtectionMukesh KumarNo ratings yet
- RsoDocument5 pagesRsosunilmvgr5No ratings yet
- M Excitation SystemDocument34 pagesM Excitation Systemjp mishraNo ratings yet
- Stator Earth Fault in 200MW Generator-A Case StudyDocument5 pagesStator Earth Fault in 200MW Generator-A Case StudylrpatraNo ratings yet
- Sizing Generators For Leading Power FactorDocument9 pagesSizing Generators For Leading Power Factor최형식No ratings yet
- Siemens Literature-Automatic Bus TransferDocument2 pagesSiemens Literature-Automatic Bus TransferKrishna VenkataramanNo ratings yet
- BO EP Generator TestingDocument31 pagesBO EP Generator TestingCandiano PopescuNo ratings yet
- GVPI Assessment-EASA 2014 v2Document7 pagesGVPI Assessment-EASA 2014 v2mersiumNo ratings yet
- Insulation System in Turbo GeneratorsDocument34 pagesInsulation System in Turbo GeneratorsVamshi Raj100% (1)
- Chapter 3 Generator Circuit Breaker (GCB)Document15 pagesChapter 3 Generator Circuit Breaker (GCB)Anonymous nwByj9LNo ratings yet
- Micadur Compact Industry Insulation System For RotatingDocument8 pagesMicadur Compact Industry Insulation System For Rotatingreygrant3900100% (2)
- Generator TestingDocument11 pagesGenerator TestingYugandhara Chakravarthy Kancherla100% (1)
- Economical Testing of Large Induction Motors by JEC 37, 1979Document18 pagesEconomical Testing of Large Induction Motors by JEC 37, 1979N. T. DadlaniNo ratings yet
- Blake Mouton Managerial GridDocument3 pagesBlake Mouton Managerial GridRashwanth Tc100% (1)
- Iso-Phase Bus Duct Typical MaintenanceDocument18 pagesIso-Phase Bus Duct Typical MaintenancesulemankhalidNo ratings yet
- ApplicationNote-ShaftOvercurrentProtection Rev2Document14 pagesApplicationNote-ShaftOvercurrentProtection Rev2hamidrezaNo ratings yet
- Management of DC Supply Failure.05.07.2020Document66 pagesManagement of DC Supply Failure.05.07.2020ntpc bgtppNo ratings yet
- Transformer BhelDocument17 pagesTransformer BhelAayushiNo ratings yet
- Sprinkler Sizing en v1Document12 pagesSprinkler Sizing en v1CristianDumitru0% (1)
- Prevention and Protection of Generator Rotor Earth Faults Ogn-Ops-Elect-007Document10 pagesPrevention and Protection of Generator Rotor Earth Faults Ogn-Ops-Elect-007Nitin SinghNo ratings yet
- Gen. TestingDocument62 pagesGen. TestingMani Kandan100% (1)
- Third Party Risk Management Solution - WebDocument16 pagesThird Party Risk Management Solution - Webpreenk8No ratings yet
- Potential Transformers PDFDocument9 pagesPotential Transformers PDFPhanindra GaneshNo ratings yet
- Operating Experience With A Generator End WindingDocument14 pagesOperating Experience With A Generator End WindingutherunixNo ratings yet
- Synchronous Generator Tests-ADocument17 pagesSynchronous Generator Tests-AMuhammad Rivaldi Firsttiara KNo ratings yet
- Presented by Amilkanthwar P. A. Assistant Engineer (Gen)Document25 pagesPresented by Amilkanthwar P. A. Assistant Engineer (Gen)sadashivs100% (2)
- Rotor-Earth-Fault ProtectionDocument26 pagesRotor-Earth-Fault ProtectionSaghir Ahmad100% (1)
- IOCLtd PODocument6 pagesIOCLtd POSE ElectricalNo ratings yet
- GST CertificateDocument3 pagesGST CertificateSE ElectricalNo ratings yet
- Advanced Control Systems For ESP 3Document97 pagesAdvanced Control Systems For ESP 3balajiesp05No ratings yet
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsFrom EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNo ratings yet
- Bhel Mini Pro Report On Turbo Generators 1Document53 pagesBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (1)
- Common Problems Observed and Its RemedyDocument6 pagesCommon Problems Observed and Its RemedyMayank KumarNo ratings yet
- Excitation Rectifier Transformers Selection and CalculationDocument7 pagesExcitation Rectifier Transformers Selection and CalculationAdis Kawe67% (3)
- Type 2 Co-Ordination Selection ChartsDocument48 pagesType 2 Co-Ordination Selection ChartsShashank GuptaNo ratings yet
- Bearing HeaterDocument5 pagesBearing HeaterAnand KatariyaNo ratings yet
- BR PR PartsDocument18 pagesBR PR PartsKrishna KumarNo ratings yet
- Steps For Generator SyncronizationDocument1 pageSteps For Generator SyncronizationDebabrata TantubaiNo ratings yet
- Capacitance and Dissipation Factor MeasurementsDocument10 pagesCapacitance and Dissipation Factor MeasurementsIrfan AliNo ratings yet
- Paper 3 GCB FlashoverDocument29 pagesPaper 3 GCB FlashovermarconchinNo ratings yet
- 100% SEF Case StudyDocument5 pages100% SEF Case StudyO P Sridharan PerumalNo ratings yet
- Battery Capacity TestDocument3 pagesBattery Capacity TestL AdlyNo ratings yet
- Application of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsFrom EverandApplication of Flexible AC Transmission System Devices in Wind Energy Conversion SystemsNo ratings yet
- Linear Variable Displacement Transducer (LVDT)Document3 pagesLinear Variable Displacement Transducer (LVDT)SE ElectricalNo ratings yet
- 2013 Directory BHEL PDFDocument128 pages2013 Directory BHEL PDFSE ElectricalNo ratings yet
- Rajasthan Rajya Vidyut Utpadan Nigam Limited: Dholpur Combined Cycle Power ProjectDocument1 pageRajasthan Rajya Vidyut Utpadan Nigam Limited: Dholpur Combined Cycle Power ProjectSE ElectricalNo ratings yet
- DCCPP Abb EmfDocument3 pagesDCCPP Abb EmfSE ElectricalNo ratings yet
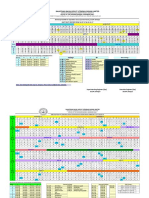
- Rajasthan Rajya Vidyut Utpadan Nigam Limited: DT./GR A B C D Mon DT./GR A B C D Mon DT./GR A B C DDocument7 pagesRajasthan Rajya Vidyut Utpadan Nigam Limited: DT./GR A B C D Mon DT./GR A B C D Mon DT./GR A B C DSE ElectricalNo ratings yet
- Module Repair QuotationDocument1 pageModule Repair QuotationSE ElectricalNo ratings yet
- Pe BXZ Q8 SL H5 WEmDocument1 pagePe BXZ Q8 SL H5 WEmSE ElectricalNo ratings yet
- Misc 8DNL 8MPL 8MPN B PDFDocument41 pagesMisc 8DNL 8MPL 8MPN B PDFVesica PiscesNo ratings yet
- Inverter 2 chiềuDocument2 pagesInverter 2 chiềuKhánh Nguyễn MinhNo ratings yet
- RSW - F - 01 " ": Building UtilitiesDocument4 pagesRSW - F - 01 " ": Building Utilities62296bucoNo ratings yet
- Community Profile and Baseline DataDocument7 pagesCommunity Profile and Baseline DataEJ RaveloNo ratings yet
- 2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Document2 pages2.0. Design, Protection and Sizing of Low Voltage Electrical Installations (Wiring) To IEE Wiring Regulations BS 7671 MS IEC (IEC) 60364 - 16&17.12.15Edison LimNo ratings yet
- Swelab Alfa Plus User Manual V12Document100 pagesSwelab Alfa Plus User Manual V12ERICKNo ratings yet
- BDocument28 pagesBLubaNo ratings yet
- Atmel 46003 SE M90E32AS DatasheetDocument84 pagesAtmel 46003 SE M90E32AS DatasheetNagarajNo ratings yet
- Clustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaDocument18 pagesClustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaAji LaksonoNo ratings yet
- Uniform Motion WorksheetDocument8 pagesUniform Motion Worksheetnikhil patro100% (1)
- بتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Document5 pagesبتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Batool MagedNo ratings yet
- Chapter 01 What Is Statistics?Document18 pagesChapter 01 What Is Statistics?windyuriNo ratings yet
- Installation Instructions INI Luma Gen2Document21 pagesInstallation Instructions INI Luma Gen2John Kim CarandangNo ratings yet
- Sony x300 ManualDocument8 pagesSony x300 ManualMarcosCanforaNo ratings yet
- BPS C1: Compact All-Rounder in Banknote ProcessingDocument2 pagesBPS C1: Compact All-Rounder in Banknote ProcessingMalik of ChakwalNo ratings yet
- FINAL SMAC Compressor Control Philosophy Rev4Document6 pagesFINAL SMAC Compressor Control Philosophy Rev4AhmedNo ratings yet
- Documentation Report On School's Direction SettingDocument24 pagesDocumentation Report On School's Direction SettingSheila May FielNo ratings yet
- Tomb of Archimedes (Sources)Document3 pagesTomb of Archimedes (Sources)Petro VourisNo ratings yet
- (Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedDocument60 pages(Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedvishalwinsNo ratings yet
- Unit 1 PrinciplesDocument17 pagesUnit 1 PrinciplesRohit YadavNo ratings yet
- Ethernet/Ip Parallel Redundancy Protocol: Application TechniqueDocument50 pagesEthernet/Ip Parallel Redundancy Protocol: Application Techniquegnazareth_No ratings yet
- Section 1 Company Overview StandardsDocument34 pagesSection 1 Company Overview StandardsChris MedeirosNo ratings yet
- My BaboogDocument1 pageMy BaboogMaral Habeshian VieiraNo ratings yet
- Taylor Series PDFDocument147 pagesTaylor Series PDFDean HaynesNo ratings yet
- Maximum and Minimum PDFDocument3 pagesMaximum and Minimum PDFChai Usajai UsajaiNo ratings yet