You might also like
- Principle of Thin Film DepositionDocument41 pagesPrinciple of Thin Film DepositionAyesha SiddikaNo ratings yet
- Vacuum laboratory fundamentals in 40 charactersDocument37 pagesVacuum laboratory fundamentals in 40 characterschipulinoNo ratings yet
- 4-Way Linkwitz-Riley Crossover (LRX424)Document8 pages4-Way Linkwitz-Riley Crossover (LRX424)oemar_djokersNo ratings yet
- Radio Test Procedure ManualDocument161 pagesRadio Test Procedure ManualQll Communications100% (1)
- Plasma and DC Bias PDFDocument45 pagesPlasma and DC Bias PDFMaureen Kae Atractivo SubalaNo ratings yet
- Magnetic Nano Composites - TermpaperDocument27 pagesMagnetic Nano Composites - TermpaperIrshadNo ratings yet
- Metals and Non Metals Class 8 CBSE Science AssignmentDocument1 pageMetals and Non Metals Class 8 CBSE Science Assignmentgurdeepsarora873833% (3)
- Beyond Classical Physics - Cunningham PDFDocument376 pagesBeyond Classical Physics - Cunningham PDFFilip SavanovićNo ratings yet
- Report on Ion Implantation TechniquesDocument18 pagesReport on Ion Implantation TechniquesAbhishek Goyal100% (1)
- Engineering Chemistry-II NotesDocument121 pagesEngineering Chemistry-II NotesmohankumarNo ratings yet
- Frank J. Owens, Charles P. Poole Jr. Electromagnetic Absorption in The Copper Oxide Superconductors 1999Document212 pagesFrank J. Owens, Charles P. Poole Jr. Electromagnetic Absorption in The Copper Oxide Superconductors 1999edward floresNo ratings yet
- Bombardier Aerospace Learjet Suppliers Listing by NameDocument1,420 pagesBombardier Aerospace Learjet Suppliers Listing by NameHari PrasadNo ratings yet
- High Voltage Chapter 1 - InTRODUCTIONDocument18 pagesHigh Voltage Chapter 1 - InTRODUCTIONZiyan SinNo ratings yet
- Lecture 4 - Wafer CleanDocument24 pagesLecture 4 - Wafer Cleanimage05No ratings yet
- Selection of Polymers With Functional Groups For Daytime Radiative CoolingDocument5 pagesSelection of Polymers With Functional Groups For Daytime Radiative CoolingEdgar Emmanuel Ochoa ValdezNo ratings yet
- Row Schott Technical Glasses View 2020-04-14Document80 pagesRow Schott Technical Glasses View 2020-04-14Oleg ChernovNo ratings yet
- Breakdown in GasesDocument49 pagesBreakdown in GasesQais AlsafasfehNo ratings yet
- Nanotechnology Center Plasma Etch FundamentalsDocument59 pagesNanotechnology Center Plasma Etch FundamentalsSubrat Kumar SahooNo ratings yet
- Classical methods of crystal growthDocument3 pagesClassical methods of crystal growthRekhaNo ratings yet
- Click To Edit Master Title Style: Presentation ONDocument19 pagesClick To Edit Master Title Style: Presentation ONFazlul Karim AkashNo ratings yet
- 11 Ohmic ContactsDocument19 pages11 Ohmic ContactsThee TeeNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- Thin Film Deposition TechniquesDocument87 pagesThin Film Deposition TechniqueslavNo ratings yet
- Transparent Conducting Oxides.Document8 pagesTransparent Conducting Oxides.ladycharlotNo ratings yet
- Plasmonic Phenomena in Indium Tin Oxide and ITO-Au Hybrid FilmsDocument3 pagesPlasmonic Phenomena in Indium Tin Oxide and ITO-Au Hybrid FilmsmiltonwwNo ratings yet
- Electron MicrosDocument11 pagesElectron MicrosAbir RoyNo ratings yet
- Electrical and Optical Properties of SB SnO2 Thin Films Obtained by TheDocument6 pagesElectrical and Optical Properties of SB SnO2 Thin Films Obtained by TheFarah HananiNo ratings yet
- Op Amp ExpDocument23 pagesOp Amp Expram12_leoNo ratings yet
- ASTM D-1003-07 (Haze of Transparent Plastics)Document7 pagesASTM D-1003-07 (Haze of Transparent Plastics)T AaaNo ratings yet
- Mcs 2018Document204 pagesMcs 2018felix angel rivera garciaNo ratings yet
- 1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringDocument6 pages1.deposition of Tantalum Nitride Thin Films by D.C. Magnetron SputteringNishat ArshiNo ratings yet
- Thin Film Deposition Tech GuideDocument30 pagesThin Film Deposition Tech GuideFast FeneNo ratings yet
- Diamond Like Carbon (DLC)Document30 pagesDiamond Like Carbon (DLC)Agnivesh SharmaNo ratings yet
- SEM for materials characterization: a versatile tool for quantitative 3D analysisDocument4 pagesSEM for materials characterization: a versatile tool for quantitative 3D analysisReyesHerreraSckalNo ratings yet
- Book - Nanotechnology in CoatingsDocument20 pagesBook - Nanotechnology in CoatingsmitrasatapathyNo ratings yet
- Ybco Superconductor Characterization Under Shear StrainDocument4 pagesYbco Superconductor Characterization Under Shear StrainRiddhesh PatelNo ratings yet
- Dye Sensitized Solar Cells PresentationDocument20 pagesDye Sensitized Solar Cells PresentationAnand NaikNo ratings yet
- Cathodic Arc DepositionDocument3 pagesCathodic Arc DepositionBrandon DavisNo ratings yet
- Thin Film Deposition Processes ExplainedDocument42 pagesThin Film Deposition Processes ExplainedVivek Bela100% (2)
- Introduction To Ion Implantation For Semiconductor ManufacturingDocument6 pagesIntroduction To Ion Implantation For Semiconductor ManufacturingMehdi NaderiNo ratings yet
- Physics of Semiconductors PN Junction Diodes and ResistorsDocument41 pagesPhysics of Semiconductors PN Junction Diodes and ResistorsChaitanya PurohitNo ratings yet
- Manufactured Carbon and Graphite: Standard Terminology Relating ToDocument4 pagesManufactured Carbon and Graphite: Standard Terminology Relating ToLabeed ShamilNo ratings yet
- PlasmaTech 3 TypesDocument34 pagesPlasmaTech 3 TypeswahidqhosyimNo ratings yet
- Active Metal BrazingDocument14 pagesActive Metal BrazingAdam GeorgeNo ratings yet
- Physical Vapor DepositionDocument20 pagesPhysical Vapor DepositionPraveen KumarNo ratings yet
- Wet Etching BasicsDocument48 pagesWet Etching BasicsWinston WinNo ratings yet
- Nanosheet 09179023Document7 pagesNanosheet 09179023ck maitiNo ratings yet
- Lect 4 Ion ImplantationDocument28 pagesLect 4 Ion ImplantationPavankumar GnvaNo ratings yet
- Introduction To Electron Microscopy and MicroanalysisDocument56 pagesIntroduction To Electron Microscopy and MicroanalysisPerlita2013100% (1)
- Lecture 07 CVD and OxidationDocument12 pagesLecture 07 CVD and OxidationFarisa RizkiNo ratings yet
- EBSD and EDS Characterization of High Entropy AlloysDocument4 pagesEBSD and EDS Characterization of High Entropy Alloyskelsiu1No ratings yet
- 16 - Silicon NitrideDocument6 pages16 - Silicon NitrideMd. Rafiqul IslamNo ratings yet
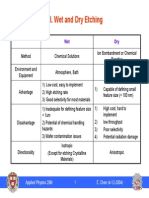
- Wet and Dry Etching Methods ComparisonDocument18 pagesWet and Dry Etching Methods ComparisonLuke D'ImperioNo ratings yet
- Ch9 Ion Implantation PDFDocument29 pagesCh9 Ion Implantation PDFabhinavNo ratings yet
- PDC0097/98 BoM With Preferred VendorsDocument18 pagesPDC0097/98 BoM With Preferred VendorsenergiculNo ratings yet
- Metamaterial ArticleDocument6 pagesMetamaterial ArticleThành LạNo ratings yet
- J W Coburn Auth DR Randy J PDFDocument663 pagesJ W Coburn Auth DR Randy J PDFAri GandaraNo ratings yet
- Seminar On Photoconductive MaterialsDocument18 pagesSeminar On Photoconductive Materialssubhra3s50% (2)
- Wet EtchingDocument15 pagesWet Etchingnskprasad89No ratings yet
- Helium Diffusion Through GlassDocument7 pagesHelium Diffusion Through GlassElenaNo ratings yet
- Metallization Processes: Polymer Processing Assignment BY-ANJANEYA MISHRA (BE/10684/15) JITESH KUMAR (BE/10688/14)Document13 pagesMetallization Processes: Polymer Processing Assignment BY-ANJANEYA MISHRA (BE/10684/15) JITESH KUMAR (BE/10688/14)anjaneya mishraNo ratings yet
- Chapter 8 Ion Implantation - IDocument40 pagesChapter 8 Ion Implantation - IKowshick GuruNo ratings yet
- Vitamin D3 100,000 IU/g CWS/A Food Grade SpecificationDocument2 pagesVitamin D3 100,000 IU/g CWS/A Food Grade SpecificationROBINNo ratings yet
- Gel Filtration ColumnDocument2 pagesGel Filtration ColumnkostrenarijekaNo ratings yet
- x2.6. - Strouhal Instability - Von Karman Vortex StreetDocument4 pagesx2.6. - Strouhal Instability - Von Karman Vortex StreetcteranscribdNo ratings yet
- Filtration Competency Exam 20132 For Students No AnswerDocument2 pagesFiltration Competency Exam 20132 For Students No AnswerMad MaxNo ratings yet
- Cambridge Assessment International Education: Chemistry 0620/42 October/November 2018Document9 pagesCambridge Assessment International Education: Chemistry 0620/42 October/November 2018Malek ElsawyNo ratings yet
- F3-ANCQ-2018 (Year 8)Document9 pagesF3-ANCQ-2018 (Year 8)2G (01) Cho Joshua Chi HoNo ratings yet
- Salt Recovery EvaporationDocument2 pagesSalt Recovery EvaporationKapwell LimitedNo ratings yet
- Determination of Sulfate by GravimetryDocument5 pagesDetermination of Sulfate by GravimetryChristian Vincent Maranan Lumaban92% (13)
- Catalysts: Hydrogen Production From Semiconductor-Based Photocatalysis Via Water SplittingDocument27 pagesCatalysts: Hydrogen Production From Semiconductor-Based Photocatalysis Via Water SplittingMurariu OvidiuNo ratings yet
- Fabricación de Insertos de Carburo de TungstenoDocument5 pagesFabricación de Insertos de Carburo de TungstenoRolando Nuñez MonrroyNo ratings yet
- ADSORPTION vs ABSORPTIONDocument19 pagesADSORPTION vs ABSORPTIONنور الهدىNo ratings yet
- Science Notes For Class 10 Chapter 12 Physcis Electricity PDFDocument3 pagesScience Notes For Class 10 Chapter 12 Physcis Electricity PDFMANOBHAV SACHANNo ratings yet
- A Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversDocument21 pagesA Review of Methods For Measuring Groundwater-Surfacewater Exchange in Braided RiversLady Johana Buritica CortesNo ratings yet
- PIK Natural Gas IndustryDocument40 pagesPIK Natural Gas IndustryEvi NadilahNo ratings yet
- XII CHEM RT - 9 Answer KeyDocument7 pagesXII CHEM RT - 9 Answer KeyEVAN GERSHONNo ratings yet
- References and AbstractDocument11 pagesReferences and AbstractZaid AhmedNo ratings yet
- Mcmaster MECH ENG 3O04 - Fluid Mechanics Notes by Dr. Mohamed S. HamedDocument394 pagesMcmaster MECH ENG 3O04 - Fluid Mechanics Notes by Dr. Mohamed S. Hamedcttiger7135100% (15)
- Module 1 Chemistry JournalDocument19 pagesModule 1 Chemistry JournalLiam WhiteNo ratings yet
- ZAPANTA Chapter 3Document3 pagesZAPANTA Chapter 3PlazaZapantaNo ratings yet
- Science Experiments 4th GradeDocument8 pagesScience Experiments 4th GradeNarayanNo ratings yet
- Studies On Gas Solid Heat Transfer During Pneumatic ConveyingDocument13 pagesStudies On Gas Solid Heat Transfer During Pneumatic ConveyingMustafa JasimNo ratings yet
- ProblemsDocument4 pagesProblemsmarslanjameelmalikNo ratings yet
- Types of Thermodynamic ProcessesDocument10 pagesTypes of Thermodynamic ProcessesChandana SamalaNo ratings yet
- Chandrasekhar's Book An Introduction To The Study: of Stellar StructureDocument9 pagesChandrasekhar's Book An Introduction To The Study: of Stellar StructureSouvik DasNo ratings yet
- Copper Sulphate Crystallization Plants at Remote LDocument6 pagesCopper Sulphate Crystallization Plants at Remote Lmaría joséNo ratings yet
- HYSYS Upstream GuideDocument188 pagesHYSYS Upstream GuideJahangir Malik100% (1)
- Hasil Pengujian Triaxial Cu TP.3Document7 pagesHasil Pengujian Triaxial Cu TP.3BobNo ratings yet